

CNC எந்திரம்தேவைப்படும் ஒரு துல்லியமான உற்பத்தி செயல்முறையாகும்உயர்தர சாதனங்கள்இயந்திரமயமாக்கப்படும் பாகங்களை துல்லியமாக நிலைநிறுத்துவதற்கு. இயந்திர செயல்முறை தேவையான விவரக்குறிப்புகளை பூர்த்தி செய்யும் பாகங்களை உருவாக்குவதை உறுதி செய்வதற்கு இந்த சாதனங்களை நிறுவுவது மிகவும் முக்கியமானது.
சாதன நிறுவலின் ஒரு முக்கிய அம்சம்இறுக்குதல். கிளாம்பிங் என்பது இயந்திரமயமாக்கலின் போது ஒரு பகுதியை ஒரு பொருத்துதலுடன் இணைத்து அதைப் பிடித்து வைக்கும் செயல்முறையாகும். பயன்படுத்தப்படும் கிளாம்பிங் விசை போதுமானதாக இருக்க வேண்டும்எந்திர வேலையின் போது பகுதி நகர்வதைத் தடுக்கவும், ஆனால் பகுதியை சிதைக்கும் அல்லது பொருத்துதலை சேதப்படுத்தும் அளவுக்கு அதிகமாக இல்லை.
இறுக்குவதற்கு 2 முக்கிய நோக்கங்கள் உள்ளன, ஒன்று துல்லியமான நிலைப்படுத்தல், ஒன்று தயாரிப்புகளைப் பாதுகாப்பது.
பயன்படுத்தப்படும் கிளாம்பிங் முறையின் தரம், இயந்திரமயமாக்கப்பட்ட பகுதியின் துல்லியத்தை கணிசமாக பாதிக்கும்.சிதைவைத் தடுக்க, கிளாம்பிங் விசை பகுதி முழுவதும் சமமாக விநியோகிக்கப்பட வேண்டும், மேலும் அந்தப் பகுதிக்குப் போதுமான ஆதரவை வழங்கும் வகையில் பொருத்துதல் வடிவமைக்கப்பட வேண்டும்.
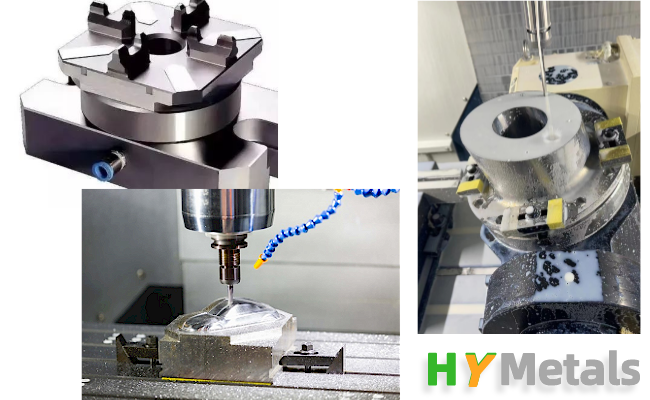
CNC எந்திர செயல்பாடுகளுக்கு பல கிளாம்பிங் முறைகள் உள்ளன, அவற்றுள்:கையேடு இறுக்குதல், நீரியல் இறுக்கம், மற்றும்காற்றழுத்தக் கவ்விஒவ்வொரு முறையும் அதன் நன்மைகள் மற்றும் தீமைகள் உள்ளன, இது பயன்பாடு மற்றும் இயந்திரமயமாக்கப்படும் பகுதியின் வகையைப் பொறுத்து இருக்கும்.
கையேடு கிளாம்பிங்CNC இயந்திரமயமாக்கலில் பயன்படுத்தப்படும் எளிமையான மற்றும் மிகவும் பொதுவான கிளாம்பிங் முறையாகும். இது ஒரு பகுதியை ஒரு பொருத்துதலுடன் இணைக்க ஒரு போல்ட் அல்லது திருகுவை ஒரு முறுக்கு விசையுடன் இறுக்குவதை உள்ளடக்குகிறது. இந்த முறை பெரும்பாலான இயந்திரமயமாக்கல் செயல்பாடுகளுக்கு ஏற்றது, ஆனால் சிக்கலான வடிவங்களைக் கொண்ட பாகங்கள் அல்லது மென்மையான பொருட்களால் செய்யப்பட்டவற்றுக்கு ஏற்றதாக இருக்காது.
ஹைட்ராலிக் கிளாம்பிங்உயர் அழுத்த திரவத்தைப் பயன்படுத்தி கிளாம்பிங் விசையை உருவாக்கும் மேம்பட்ட கிளாம்பிங் முறையாகும். இந்த முறை அதிக கிளாம்பிங் விசைகள் தேவைப்படும் அல்லது கிளாம்பிங் விசைகளின் துல்லியமான கட்டுப்பாடு தேவைப்படும் செயல்பாடுகளுக்கு ஏற்றது.
நியூமேடிக் கிளாம்பிங்ஹைட்ராலிக் கிளாம்பிங்கைப் போன்றது, ஆனால் திரவத்திற்குப் பதிலாக, கிளாம்பிங் விசையை உருவாக்க இது அழுத்தப்பட்ட காற்றைப் பயன்படுத்துகிறது. இந்த முறை பெரும்பாலும் சிறிய பாகங்கள் அல்லது விரைவான மாற்றங்கள் தேவைப்படும் இடங்களில் பயன்படுத்தப்படுகிறது.
பயன்படுத்தப்படும் கிளாம்பிங் முறையைப் பொருட்படுத்தாமல்,பாகத்தை பொருத்துதலில் முறையாக ஏற்றுவதும் அவசியம்.துல்லியத்தை உறுதி செய்வதற்காக. பாகங்கள் முழுமையாக ஆதரிக்கப்பட்டு இடத்தில் இறுக்கமாகப் பிணைக்கப்படும் வகையில் பொருத்துதலில் நிலைநிறுத்தப்பட வேண்டும்.இயந்திரமயமாக்கலின் போது பகுதியை நகர்த்துவது அல்லது நகர்த்துவது தவறான வெட்டுக்கள் மற்றும் பரிமாணங்களுக்கு வழிவகுக்கும்.
சிறந்த கிளாம்பிங் மற்றும் ஏற்றுதல் முறையைத் தீர்மானிப்பதில் ஒரு முக்கிய காரணி இயந்திரமயமாக்கப்படும் பகுதியின் தேவையான சகிப்புத்தன்மை ஆகும். சகிப்புத்தன்மை என்பது ஒரு பகுதியின் அளவு, வடிவம் அல்லது பிற பரிமாணங்களில் அனுமதிக்கக்கூடிய விலகல்கள் ஆகும்.சகிப்புத்தன்மைகள் இறுக்கமாக இருந்தால், பொருத்துதல் வடிவமைப்பு, கிளாம்பிங் மற்றும் பகுதி நிலைப்படுத்தல் ஆகியவற்றில் அதிக கவனம் செலுத்தப்பட வேண்டும்.
சுருக்கமாகச் சொன்னால், CNC இயந்திர பாகங்களின் துல்லியத்தில் கிளாம்பிங்கின் தாக்கத்தை மிகைப்படுத்திக் கூற முடியாது.தேவையான சகிப்புத்தன்மையை அடைவதற்கும் உயர்தர பாகங்களை உற்பத்தி செய்வதற்கும் சரியான கிளாம்பிங் மற்றும் ஏற்றுதல் அவசியம்.. கிளாம்பிங் முறையின் தேர்வு பயன்பாட்டின் பிரத்தியேகங்கள் மற்றும் இயந்திரமயமாக்கப்படும் பகுதியின் வகையைப் பொறுத்தது. எனவே, வடிவமைப்பாளர்கள் மற்றும் உற்பத்தியாளர்கள் ஒவ்வொரு எந்திர செயல்பாட்டின் தேவைகளையும் கவனமாகப் புரிந்துகொண்டு, இறுதி தயாரிப்பு தேவையான தரம் மற்றும் துல்லியமான தரநிலைகளைப் பூர்த்தி செய்வதை உறுதிசெய்ய பொருத்தமான கிளாம்பிங் மற்றும் ஏற்றுதல் நுட்பங்களைத் தேர்ந்தெடுக்க வேண்டும்.
இடுகை நேரம்: மார்ச்-29-2023